


搪玻璃设备使用现场
常发生的大面积爆瓷原因及应对措施
tips
”
搪玻璃设备是化工企业的通用设备之一。由于设备本身的制造质量、人为因素或其他原因导致产品经常发生爆瓷损坏。面积较小的爆瓷损坏还有现场局部修复的可能,较大面积的爆瓷损坏现场修复的几率很小,只能拆回搪玻璃设备到制造厂进行复搪。搪玻璃设备使用现场常发生的大面积爆瓷原因及应对措施介绍如下。
上一期我们介绍了由于绍氢鼓泡及制造公差变形超标造成的大面积爆瓷,这一期,我们将介绍由于搪烧温度控制不严及高温纯净水腐蚀搪玻璃设备瓷面造成的大面积爆瓷。

4.搪烧温度控制不严造成大面积爆瓷
目前,先进的搪烧炉是可控温电炉。可控温电炉由若干发热元件组成,各个发热区的温度由微电脑控制,炉内各区之间的温差很小,用这种搪烧炉烧制的设备不会出现"过烧""烧生"现象。而国内某些搪玻璃设备制造企业没有可控温电炉,个别企业还在使用煤炉。搪烧工艺采用"高温快烧",没有采用先进的"低温长烧""搪烧后缓冷"等新工艺,致使搪玻璃设备搪烧温度控制不稳。搪烧温度高会使底釉烧沸出现大量气孔,温度低会使底釉与钢板、瓷釉层之间未完全融合。由于搪烧技术问题,使烧制的设备残存应力大、瓷层密着强度低、瓷层间应力大。遇有震动、碰撞,小的爆瓷可引发大面积爆瓷。由此产生的爆瓷在修理打磨时瓷面会不停地爆裂。裂纹延伸是玻璃的物理特性,修复挽救的可能性很小。

可控温电炉
为避免此类现象,应当在采购设备前对搪玻璃设备制造企业进行考察,了解搪玻璃设备制造企业的选材是否符合标准,生产技术、设备工装、工艺措施是否先进。慎重选定搪玻璃设备制造企业,必要时还应监督设备制造的关键环节。设备烧成后,应存放2周,渡过冷爆期。设备出厂前还要对设备进行严格检测,切实严把设备采购关。
5.高温纯净水腐蚀搪玻璃设备瓷面
搪玻璃设备在常压下,蒸馏水100℃、软水135℃以上对搪玻璃设备瓷层腐蚀严重,腐蚀损坏表现为玻璃表面失色、失光、瓷层毛糙和瓷层逐渐减薄直至失效,显微看瓷层表面小碎片爆瓷,当冷凝水沿壁流下,在液位线上方玻璃上出现不规则的竖道。水对瓷层的腐蚀除去流淌的蒸馏水水流有竖道外其他是均匀的,如果瓷层没有气泡是不会造成搪玻璃设备瓷层短时间失效的,但当瓷层存在贯穿气泡时,气泡表面的瓷层逐渐减薄直至消失,就能使该处被物料腐蚀穿孔。
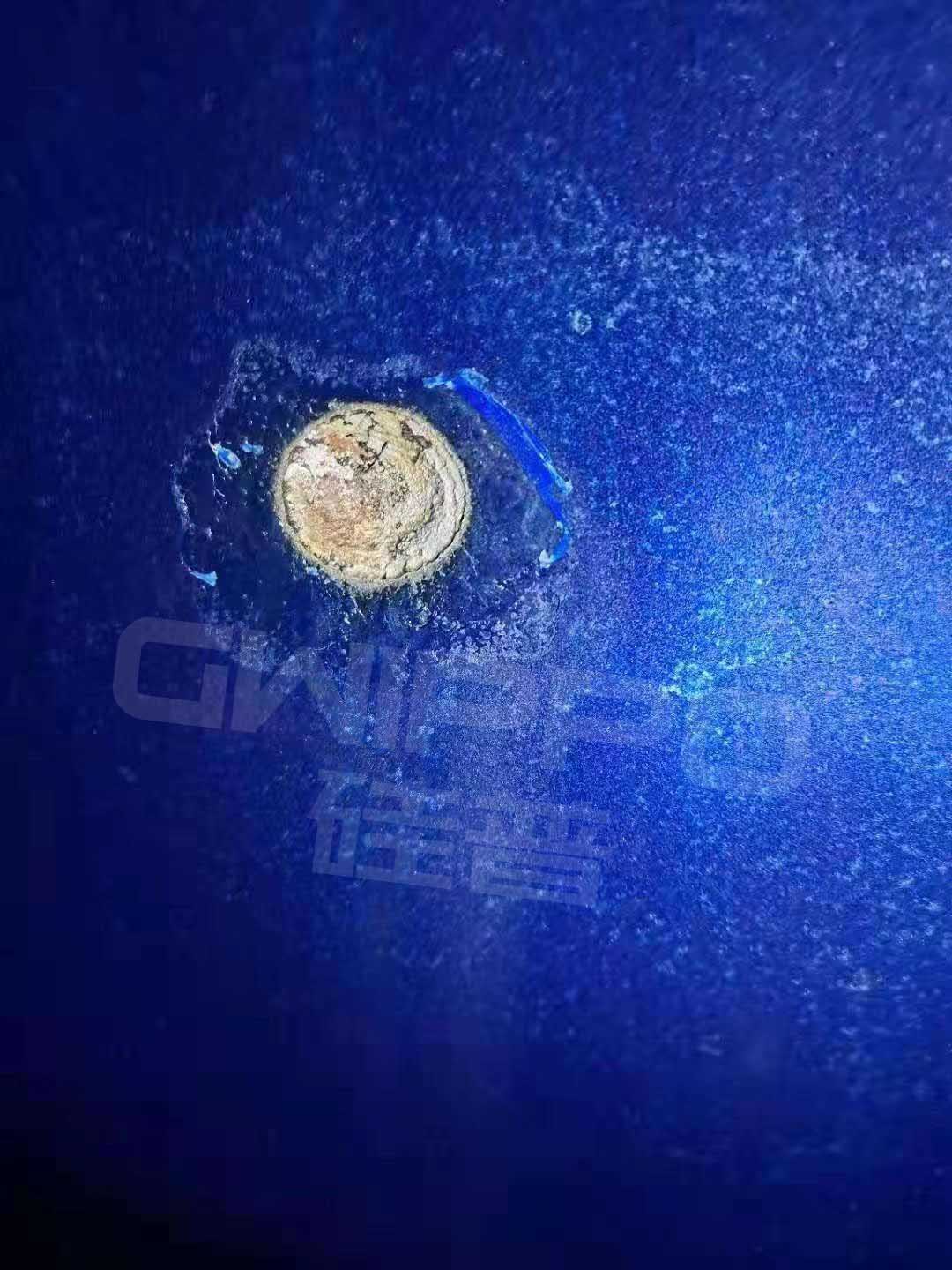
局部腐蚀穿孔图
水腐蚀瓷层的机理是:水在100℃以上电离加剧,100℃时比常温下电离度增大约55倍,温度越高电离增大倍数越高,水中的氢离子与瓷层中的钠离子置换,瓷层的硅﹣氧﹣钠交链变为硅﹣氧﹣氢,置换出来的钠离子与蒸馏水中的氢氧根离子组成氢氧化钠,致使附着在瓷层表面的水呈碱性,进而腐蚀瓷层。同样温度时普通水、软水、纯水中的氢离子浓度是相同的,由于各种水中其他离子起作用的原因对瓷面的腐蚀也不同。
解决方案是:避免用软水、纯水蒸煮设备和试车,如必须用纯水时,往水中加些酸;加热封头部位达100℃以上避免蒸馏水形成。
本期介绍到此结束,欢迎关注硅普公众号。







